
Industrial minerals recycling has never been more important in today’s and tomorrow’s markets.
With consumer overreliance on limited mineral sources, vulnerable supply chains, and the prevailing climate of tariff implementation and ongoing threats of more such disruption, recycling industrial minerals provides a welcome and necessary alternative source option.
Moreover it rightly reinforces manufacturing industries’ “green” credentials in getting serious about adopting suitable practices for contributing to the Circular Economy and helping the environment in general.
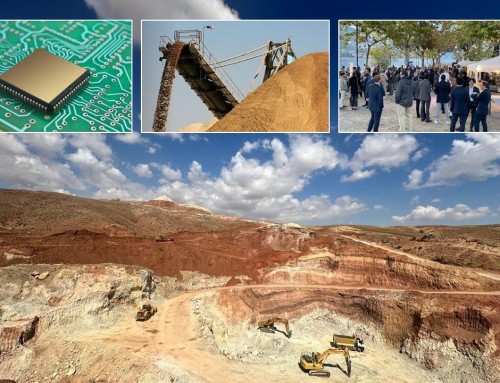
Title Image Out with the old, In with the new…but using the old! Dismantling the spent refractory lining from a glass fibre furnace, which after sorting, cleaning and processing can yield sought-after refractory minerals such as alumina, chromia, mullite, and zirconia which can be recycled into new refractory products; (inset top) mine tailings are also attracting increasing attention as a source of minerals, here oil shale waste in Estonia comprising high quality calcium carbonate; (inset bottom) the growing mountain of electronic waste is a target for critical minerals. Courtesy REF Minerals; Trisector; Bergfald
On 3 December 2025, the European Commission (EC) adopted the RESourceEU Action Plan, triggering a range of policy tools, to be driven by private and public players, to accelerate the implementation of the EU’s Critical Raw Materials Strategy, with the goal of reducing its critical dependencies (by up to 50%), and strengthening its economic security.
Crucially, the initiative aims to expand EU production of both primary and secondary raw materials.
Heralded as “unleashing the circularity and innovation potential”, central to the plan will be increasing and incentivising the recycling of critical raw materials, and stimulating innovation to enable substitution and efficiencies.
Since 2016 IMFORMED has been successfully hosting its Mineral Recycling Forum conference highlighting the latest trends and developments in recycling industrial minerals across a range of consuming markets, and uniquely bringing together the leading players pioneering this swiftly evolving sector of the minerals industry.
As exemplified above, Europe is leading the field in mineral recycling, but other regions and countries are catching up fast, such as in Turkey, India, and South Korea.
This year we are again on the French Riviera in springtime holding Mineral Recycling Forum 2026, in Mandelieu-La Napoule, near Cannes, 15-17 April 2026, and have a superb panel of expert speakers covering innovations in recycling:
MINE WASTE | REFRACTORIES | SLAG | ASH | CEMENT | BATTERIES | ALUMINA | SPINEL | PHOSPHATE | GRINDING | BRIQUETTING
DON’T MISS OUT! BOOK NOW FOR EARLY BIRD RATES!
CONFIRMED SPEAKERS | FULL DETAILS HERE
2025 Forum Review – Seen & Heard

Last year’s event revealed exciting developments in recycling calcium carbonate, andalusite, graphite, alumina, critical minerals, salt, fluorspar, refractories, glass, and ceramics – see below for a review of the presentations:
CRITICAL MINERALS | CALCIUM CARBONATE | GLASS | SALT | FLUORSPAR
Recycling of Critical Raw Materials in the Nordics
Bard Bergfald, CEO, Bergfald Environmental Consultants, Norway
Bergfald began by outlining the relevant Nordic waste streams for recovering critical raw materials (CRM) which include: mining wastes (tailings), industrial slag and dust, batteries, WEEE, shredder residues, tyres, and ashes from waste incineration.
Some 900,000 tpa of CRM can be “lost” in these waste streams. Bergfald went on to highlight several recycling projects, including supplementary cementitious materials from mine tailings, waste rock from mining industry and infrastructure projects, ash to salt, and spent aluminium pot liners.
While a lot more needs to be done, there are five key areas requiring improvement and expansion for recycling CRM:
- Identification: national mapping programmes for relevant waste streams
- Collection: separate collection and delivery of CRM-enriched waste for recycling
- Separation: sorting and separation need to improve
- Technology: R&D programme for development of new or more efficient CRM-recycling processes
- Market conditions: state investment funding that supports the establishment of new CRM recycling (see below)

Recovering Tomorrow’s Essential Minerals from Yesterday’s Waste: high quality mineral fillers from mine tailings
Arnout Lugtmeijer, CEO, Trisector, Estonia
In Estonia, there are >100m tonnes of limestone-rich mine tailings from >50 years of oil shale mine exploitation, ranging in size fractions up to 300mm.
The mineralogy of the mine tailings comprise various limestone rock types with calcium carbonate content exceeding 90%, dolomite content reaching up to 45%, and impurities including quartz, pyrite, clays, and up to 8% kerogen.
Trisector has developed patented resource-efficient technology to produce high quality industrial minerals and mineral fillers with improved sustainability labels from the tailings, which have been successfully tested for industrial applications.
Several products can be recycled from the tailings, including: high quality CaCO₃ fillers (GCC), limestone powder, asphalt fillers and new applications, kerogen concentrate, and blended products.
Plant construction is expected to commence end of 2026, with production anticipated in early 2028.

Challenges & progress in recycling of speciality glass & glass-ceramics
Dr Jörn Besinger, Project Lead Circular Economy, SCHOTT AG, Germany
Besinger explained how speciality glass was a high-tech material made by melting quartz sand and other raw materials, and supplying a broad range of high-tech industries such as health, aviation, consumer electronics, semiconductors, optics, and automotive.
Schott’s goal is to reprocess used products so that they can be reintegrated into the production process in an ecologically and economically useful way.
One of the key challenges is that speciality glasses are often integrated into finished products, requiring disassembly and effective separation; no recycling processes for glass-ceramics and speciality glasses have been established yet; and electronic devices are typically shredded, thus speciality glass gets lost.
Progress in the recycling of glass-ceramic cooktop panels (and pharma glass packaging) was highlighted, including the establishment of a separate collection system for glass-ceramic cooktops and pilot plant processing of cullet to meet the required specification (recycled material often contains impurities such as plastics, metals).

Industrial recycling of sodium and magnesium salts
Dr Stefan Schlag, Managing Director, Salt Market Information, Switzerland
For both sodium and magnesium salts, Schlag discussed sources, methods, and examples on an industrial scale.
The term “recycling“ includes production from bitterns and desalination reject. Recycling of salt is often incentivised through avoidance of disposal fees, or to avoid disposal of concentrated brines to the sea, and the need of freshwater.
Sodium salt recycling can be done by crystallisation, precipitation of impurities, nanofiltration, membrane filtration, osmosis, and reverse osmosis.
By 2035, salt recycling capacities could amount to more than 15m tonnes, representing about 5% of overall global capacities; and magnesium salt recycling capacity is expected to be more than 1m tpa, representing about 5% of overall global capacities.
Volumes of recycled salts are expected to increase, mainly from bitterns and desalination reject.
The LIFE-SYNFLUOR project: High purity synthetic fluorspar and precipitated silica from hexafluorosilicic acid
Dr Luca Pala, Director of Research & Development, Fluorsid SpA, Italy
Hexafluorosilicic acid (FSA) constitutes a well-known problem for all phosphate producers. It is formed during the production of phosphoric acid, owing to the presence of fluorapatite in the phosphate rock and is mostly discharged into the sea or stockpiled as fluorosilicate and/or in mixtures with phosphogypsum, thus causing a serious environmental problem, with FSA being an extremely toxic and polluting substance.
FLUORSID has developed and patented a proprietary technology to convert FSA into high-purity synthetic calcium fluoride and precipitated silica. The former to be used as a raw material for fluorochemicals, thus replacing “natural” acid-grade fluorspar, while the latter to find its main application as a filler in the rubber industry.
To demonstrate the feasibility of the technology and validate the new products, through the LIFE-SYNFLUOR project, FLUORSID is building a demonstration plant at its industrial site in Cagliari, to produce enough fluorspar to feed its industrial fluoride plants and silica that Pirelli will test in tyre manufacturing.
Once the technology is validated using the products from the demonstration plant as raw materials for industrial production, and process parameters have been refined, the design of the SYNFLUOR plant on an industrial scale can be implemented.

REFRACTORIES
Remining, Recycling, & Reshoring of Critical Minerals for the Refractory Industry
Ellis Sullivan, CEO and founder of ROC Minerals, USA
ROC Minerals is a forward-thinking development partnership working to build the next generation of American midstream mineral infrastructure to provide a cleaner, safer, more secure future.
Specific to refractory minerals, the US is currently import dependent on most of them, which is why there is strong bipartisan support for re-shoring mineral production capacity, including mining, processing, refining and the recycling of mineral waste streams.
Remining is all about tapping into the overlooked value sitting in tailings ponds, mine dumps, and other legacy waste sites across the US – they are untapped resources potentially rich in critical refractory minerals.
The next pillar is Recycling, which is about converting by-products, spent materials, and scrap metals into high-purity inputs for the refractory industry.
Reshoring, the backbone of ROC Minerals’ mission. This is where everything comes together: domestic mineral inputs, clean tech processing, and infrastructure investment in the US.
ROC Minerals is building out the midstream capacity to connect these recycled and remined feedstocks to downstream industries – under tolling and offtake agreements with mining companies, manufacturers, and commodity brokers.
Sullivan highlighted examples such as ElementUSA activities in refractory brick recycling and
red mud recycling, and Evergreen Alumina’s patented process technology for recycling secondary aluminium salt dross.

REFCYCLE: Developments in glass refractories dismantling, recycling and waste management
Werner Odreitz, CEO, REF Minerals GmbH, Germany
Odreitz outlined the different glass furnaces and explained the anatomy of a typical glass furnace, highlighting the specific refractory materials used in which locations.
Dismantling operations were explained for glass, glass fibre, quartz glass, and container glass furnaces, and for regenerators and feeders, before emphasising the importance of the next stages of sorting, waste management, cleaning, and then processing the recovered materials.

MgO-C recycling: key features to replace primary MgO
Dr Helge Jansen, Managing Director, Refratechnik Steel, Germany
Helge’s presentation covered: why MgO-C recycling? sources and technology of MgO-C recycling, technical features, performance of recycling-based concepts in the steel industry, what the refractory-maker needs, and issues and limitations.
With highest quality MgO-C recycled material it is possible to create bricks with elevated properties in portions of 50% or even more. However, these bricks are not suitable for highest duties, particularly in areas with highest loads in BOF, EAF and ladle.
In smartly designed concepts, high grade recycling materials can improve the performance of the refractory lining. Depending on the quality the recycled MgO-C, it can be used for different applications.
In summary, recycled raw materials will gain more importance with the pressure to use products with a low carbon footprint and the chance of lowering the raw material dependency from China.
Quality, consistency and sustainability of supply are the dominant features that users of MgO-C-Rec. require.

Smart research strategies to boost secondary raw material use in refractories: andalusite-based refractories as a case study
Dr. Kerstin Hauke, Research Associate, Forschungsgemeinschaft Feuerfest eV, Germany
The technical challenges in recycling refractory materials can be sorted into three categories: quality and availability; processing properties; and high temperature properties.
Hauke explained about the refractory mineral andalusite, its chemistry, and the challenges in sourcing the material, ie. limited availability, import dependence, and prices.
Solutions can include substitution of andalusite in the matrix, secondary andalusite in the coarse fraction, and high quality andalusite matrix and secondary andalusite in the coarse grain fraction.
Three key properties need to be understood and tested in refractory materials: corrosion resistance, thermal shock resistance, and volume stability – this was explained with examples.
The research at FGF is ongoing, directed in answering:
- Which material properties are really relevant for my area of application?
- Which component leads to the good high-temperature properties?
- Which test facilities reflect the conditions that prevail in the use of my refractory material?
- Does my product meets the required high-temperature properties with the recyclate-containing refractory material?
Update on graphite recycling in South Korea
Yongdon Joo, CEO, Korea Material Co. Ltd, South Korea
Korea Material Co. Ltd operates three recycling plants and processes on average about 3,000 tpm (max. 7,000 tpm) of a range of materials including silicon carbide, calcined and fused aluminas, graphite, mullite, magnesia, chamotte, and pyrophyllite.
Regarding graphite recycling, the company uses physical and chemical processes to produce graphite powder and recarburizer used in refractories, steelmaking, and casting.
A research project is currently underway to recycle graphite from black mass recovered from used batteries, achieving initially fixed carbon grades of 80-87%, thereafter using a wet purification process and heat treatment to achieve a fixed carbon grade of >99%.
The purified graphite can used for high purity recarburizer and secondary battery anode material.
Work is also ongoing to recycling alumina catalysts.
Recycling induction furnace refractory lining & other projects in Turkey
Nafiz Özdemir, General Manager, SİMBİO REFCYCLE, Turkey
Presented by Nafiz Özdemir and Dr. Beyhan Özdemir, this paper revealed a growing refractory recycling market in Turkey, illustrated with an excellent focus on induction furnace (IF) lining recycling.
With an annual consumption of 260,000 tonnes of refractories in Turkey, a waste refractory volume of 60,000 tpa has been estimated.
The main components of an IF refractory lining were outlined as white fused alumina, fused magnesia, and dead burned magnesia.
Careful demolition, separation, classification, and processing can yield usable recycled material that can replace 25% of the original required IF lining materials each year.
Other recycling projects in Turkey have focused on recycling aluminium slag, ceramic sanitaryware, carbon black from tyres, and marble waste as fillers.

Refractory recycling: comparison on using conventional and alternate comminution processes
Dr. Karl Friedrich, Research Associate, Dept. Mineral Resources Engineering, University of Leoben, Austria
Friedrich outlined the ReSoURCE project before going on to examine upscaling electrodynamic fragmentation and comparing conventional and alternative comminution processes in liberation evaluation.
The ultimate objective of the project is to develop automated sorting solutions for refractories with following features:
- High reliability and robustness
- Handling of entire breakout including fines
- Highest sorting accuracy for spent refractories
- Mobile character to enable local sorting at customers
- Approved sustainability benefits by LCA
- Enable material usage for alternative products
It’s all about sorting: the future of refractory recycling
Alexander Leitner, Head of Pioneer Research, RHI Magnesita, Austria & Lucas Zimmermann, Head of Project Management, MIRECO, Germany
This fine presentation was well illustrated with videos showing the latest pioneering innovations for sorting waste refractories developed by MIRECO and RHI Magnesita – summed up with the phrase “From Dusty Gloves to Digital Eyes – A Sorting Evolution”.
Key attributes for a modern sorting system were highlighted as smart sensors, smart engineering, smart people, and real experience.
Representing another facet of the EU Horizon ReSoURCE project, two complementary new generation digital mobile plant concepts were launched in December 2024.
The result has been the successful development of the MIRECO MAESTRO – Mobile Automated Efficient Sorting Technology for Recycling Operations, and the RHI Magnesita RAPTOR – Refractory Automated Precision Technology for Optimised Recovery.
The presentation claimed that utilising traditional manual sorting methods would result in one chemical analysis conducted per 25 tonne batch, compared with using MAESTRO/RAPTOR which would result in 10,000-1,000,000 analyses per 25 tonne batch.

Recycling spent refractories: what shall we do to maximize CO2 emission saving?
Marc Faverjon, Sales Engineer, Deref SpA, Italy
Faverjon’s presentation focused on the treatment and recycling of spent refractories from a CO2 emissions viewpoint, and use of the company’s developed ReStoRe technology (REfractory and STeel REcovery).
Under examination in steelmaking were spent refractories; impact of refractories and lime on CO2 emissions; treatment of spent refractories; recycling of basic refractories to cut costs and reduce CO2 impact; transport and energy impact on CO2 emission saving; off-site recycling alternative scenario – results and CO2 impact.
Refractories contribute to the CO2 emission of the steelmaking process, but recycling of spent refractories allows a substantial reduction of this impact.
Most of the savings are obtained by steel scrap recycling and reuse of basics granulates in substitution of lime inside the steel process itself (as implemented by ReStoRe technology).
Recycling of some qualities for new refractory production also contributes to saving CO2 emissions if recycling is carried out in nearby countries.
ReStoRe technology which combines on-site and off-site recycling allows to maximise the CO2 saving.

Missed attending the Forum?
Free Mineral Recycling Forum 2025 Summary Slide Deck Download here
A full PDF set of presentations available for purchase.
Please contact Maria Bernard T: +44 (0) 208 153 0035 maria@imformed.com
DON’T MISS OUT THIS YEAR!
BOOK NOW FOR EARLY BIRD RATES!





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}